The preview shows page 9 - 11 out of 26 pages. Short-length connections are most desirable.
2
Another major element is filter or slag trap which usually placed in runner or between runner and ingate to filter slag and other inclusions.
. On having a closer look this is a partially pressurized system. A gating system is the conduit network through which liquid metal enters a mold and flows to fill the mold cavity where the metal can then solidify to form the desired casting shape. Length of Runner should be.
Riser for sand casting process 361 Design Requirements of Risers 1. A gating system should fill the mold cavity completely before freezing. We use Chvorinovs rule as the basic.
Manufacturing Process-II Casting Dr. Gatingriser system design is critical to improving casting quality. Minimizing turbulence plays an.
The rate and direction of metal flow must be such as to ensure complete filling of. Defects may arise in the casting that are direct results of poor gating practices implemented by blindly following gating guidelines. Yet it has the greatest influence on casting quality both internal and external.
DESIGN OF DOWN-RUNNER OR SPRUE 21 Calculate the weight of liquid metal to be poured includes the casting the feeder and all elements of gating system 22 Choose location and design of gating system. The objective of project is to design and simulate gating and risering system components by using simulation technology to get defect free casting. 23 Determinedecide on total filling time of casting.
Further on well see the applications advantages and disadvantages of die. The side riser is a live riser receiving the last hot metal to enter the mold. APPLICABILITY AND DEFINITIONS.
The basic objective of good casting design is to concentrate this liquid-solid contraction to the last portions of the casting to solidify. Gatingriser system design is optimized to improve casting quality. This article discusses various desirable design considerations for the gating system.
Gating system features significantly reduces air entrain-ment. DESIGN OF DOWN-RUNNER OR SPRUE 21 Calculate the weight of liquid metal to be poured includes the casting the feeder and all elements of gating system 22 Choose location and design of gating system. Pouring bushbasin for larger casting 2.
Such a gating system is applied to increase the yield. Availability of modern software tool give designer an insight into the detail of fluid flow heat transfer. Cross-Sectional area of a runner 4168 cm 2.
Hence a good gating system will create directional solidification throughout the casting since the flow of. A gating system is the conduit network through which liquid metal enters a mold and flows to fill the mold cavity where the metal can then solidify to form the desired casting shape. By gaining a better understanding of these methods and practices improvements in casting yields and integrity should be realized.
Gating ratio for a pressurized gating system. Most engineering problems casting designs done trial and error basis. Sprue runners ingates and overflows is a series of passages trough that the molten metal flows into the mould cavity to produce the castings for minimizing degradation in metal quality and for minimizing the occurrence of shrinkage porosity in the solidifying casting differ among the various casting process 52 Leonardo Electronic.
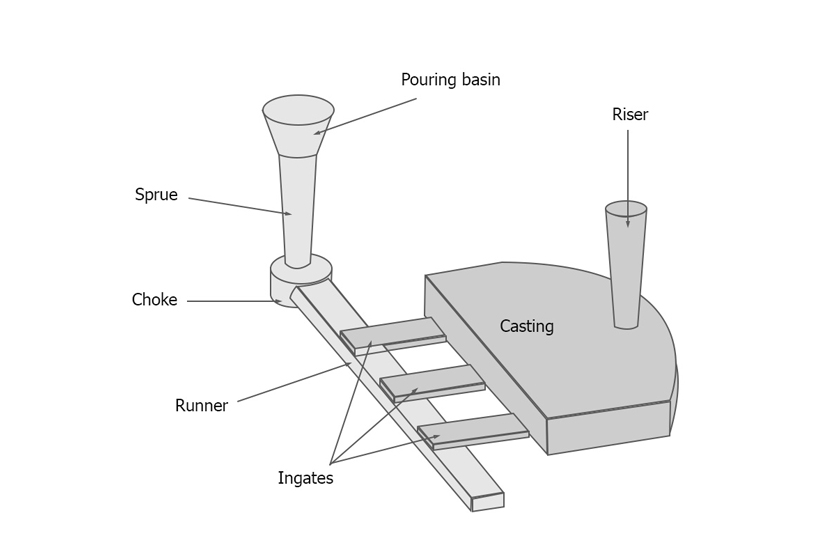
The riser and gating system in casting process is shown in Figure 8. Gating Design and Analysis On the timeline of a cast product mold filling is a mere dot. Cross-Sectional area of a Gate 6252 cm 2.
This study describes the design of a gating system to produce thin Aluminium cast alloy plates of different sizes and thicknesses of 4mm 6mm 8mm and 10mm using the non-pressurized gating with. In Casting design the gating riser system design has a direct influence on quality of cast component. The gating system is that part of the mold cavity through which the metal is poured to fill the casting impression.
The gating system design refers to the design of its various elements such as gate runner overflow and biscuit which. The flow of molten metal after being poured is a transient phenomenon which is accompanied by turbulence splashing. Up to 24 cash back Gating system design is crucial in controlling the rate and turbulence in the molten metal being poured the flow of liquid metal through the castings system and the temperature gradient within the metalcasting.
It may experience different defects such as cracks hotspot mis-run etc. General gating system design rules. The gating system which is composed of.
Compared with the initial design it is found that the optimized casting design can decrease porosity around. Proper design of an optimized gating system will be made easier by the application of several. See Appendix 1 and Appendix 2.
Chapter 5 Gating System Design for a Multi-Cavity Die-Casting Die The gating system is a channel or a passage in the die through which the molten metal reaches the cavities. DESIGN OF GATING SYSTEMTo fill the mould cavity without breaking the flow of liquid metal and without using very high pouring temperaturesTo avoid erosion of mould cavityTo minimize turbulence and dross formationTo prevent aspiration of air or mould gases in the liquid metal streamTo obtain favourable temperature gradients to promote directional. Casting is a suitable economical manufacturing process for various components.
Risers and Riser Design Riser must be separated from the casting upon completion so the connection area must be as small as possible Figure 11-13 Schematic of a sand casting mold showing a an open-type top riser and b a blind-type side riser. 23 Full PDFs related to this paper. Because of poor design of gating system.
The gating system design has to ensure the continuous flow of the aluminum fluid. The basic components of a simple gating system for a horizontally parted mold are shown in Fig. The main problems caused by improper gating are entrained aluminium oxide films cuts and washes low casting yield and entrapped gas.
Its design is the principal means by which the foundry man can control the pattern of metal flow within the mold. The importance of gating technique arises from its fourfold purpose 1. An offset pouring basin with a step before the sprue entrance a nozzle extension submerged into the pouring basin and a whirl gate1819 A model for predicting the entrained air during mold filling allows casting process engineers to evaluate pouring con-ditions and gating systems.
CONTENTS Nomenclature xv GNU Free Documentation License. H Length of Runner Gate. The runner alone is given a larger cross-sectional area to reduce the velocity and to aid.
In the thesis one engine block is used to verify the effectiveness of the optimization method. 3Gating Design Difficulties faced in pouring and explain how these can be overcome by using an appropriate gating design A good gating system ensures distribution of the metal in the mould cavity at a proper rate without excessive temperature. Mainly depend on gating system.
There are several objectives to efficient gating design.

Pdf Effect Of Gating Design On Mold Filling Semantic Scholar
Knowledge Of Gating System Types Of Gating System Gating Ratio Diagram

Pdf Gating Design Criteria For Sound Casting Semantic Scholar

Pdf Gating Design Criteria For Sound Casting Semantic Scholar

Pdf Optimized Design Of Gating Riser System In Casting Based On Cad And Simulation Technology Semantic Scholar

Pdf Gating System Design For Casting Thin Aluminium Alloy Al Si Plates Semantic Scholar
2
2
0 comments
Post a Comment